The Importance of Spot Welding Machines in Stainless Steel Manufacturing
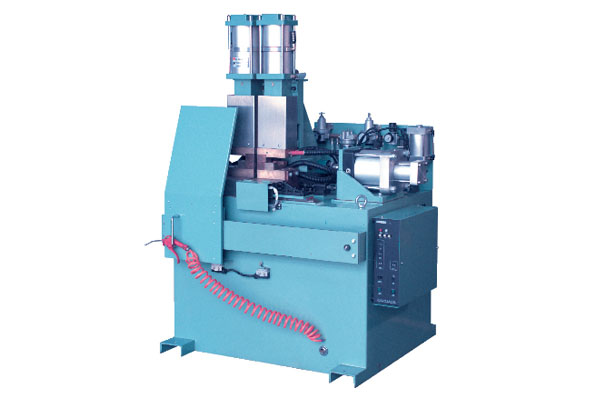
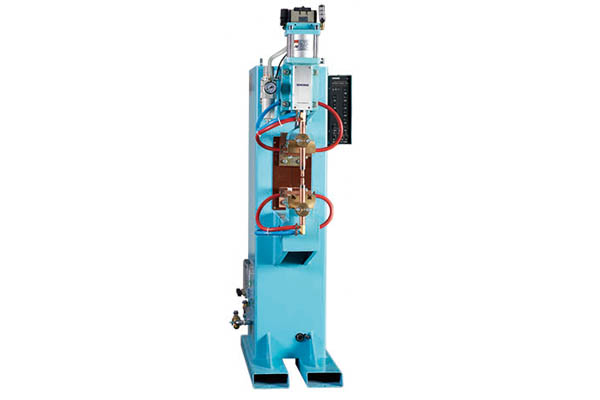
The Importance of Spot Welding Machines in Stainless Steel Manufacturing The spot welding machine applies pressure to the weldment through the electrode, and uses the resistance heat generated when the current passes through the weldment to achieve welding. When welding stainless steel parts, the instantaneous high current will generate high temperature at the contact point, causing the stainless steel material to melt locally and form a weld spot, thereby achieving connection. Advantages of welding stainless steel parts High-precision weldingIt can achieve precise spot welding position and welding volume control to ensure the dimensional accuracy and welding quality of stainless steel parts.For example, in the welding of stainless steel parts in precision instruments, the spot welding machine can ensure that the position deviation of the weld is extremely small and does not affect the overall performance of the instrument.Efficient productionThe welding process is completed quickly, greatly improving production efficiency.For enterprises…