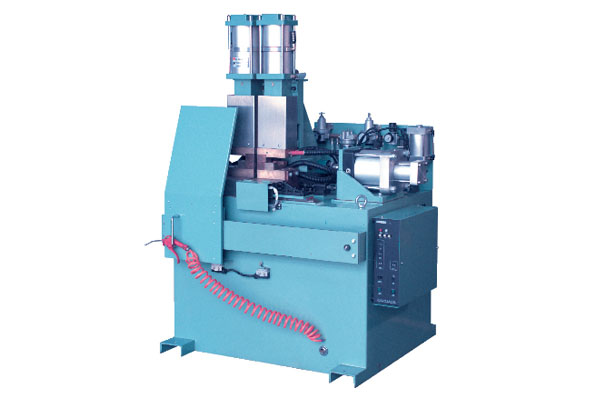
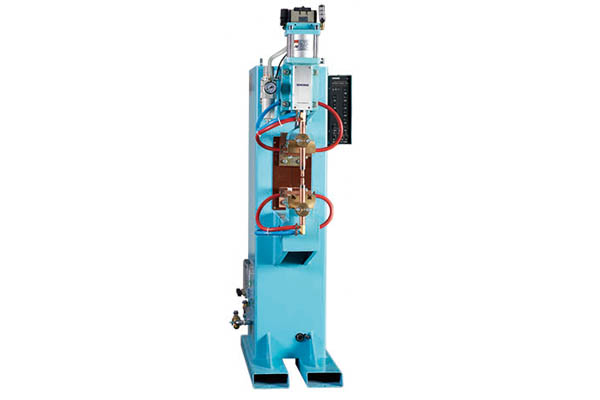
Installation Requirement of Resistance Welding Machine
News & Technicals Installation Requirement of Resistance Welding Machine Installation The Resistance Welding Machine should be installed near by the substation (power transformer), on a flat ground with little wet dust and no harmful gas, and must be fixed with anchor bolts. When the welding machine and welding tool are combined and installed, the welding tool must be completely insulated from the welding machine body. In order to meet the requirements of the welding machine, users need to provide corresponding technical conditions according to the requirements of various types of equipment Power supply connection Connect the power supply switch to the power terminal on the back of the welder. The selection of power supply capacity and connecting wire should be guaranteed: when welding, the voltage drop of the primary voltage does not exceed 10% of the normal rated primary voltage. Each welding machine must be equipped with a power switch…