
News & Technicals
Operation Skills of Resistance Spot Welding Machine
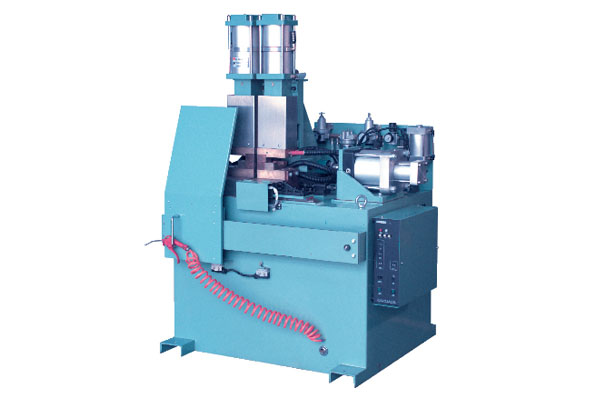
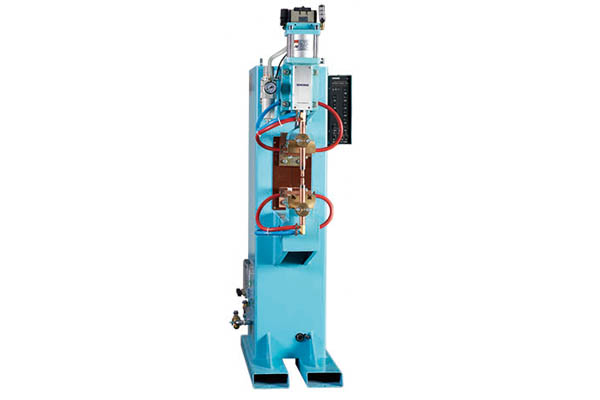
The resistance spot welding machine is a device that moves along a specified track at a selected welding speed, or the flux sends the welding head and welding gun to and keeps it in the position to be welded.
The resistance spot welding machine is generally composed of a column, a beam, a slewing mechanism, and a trolley. Each component is a building block structure. Generally, columns and beams are the basic components, and the remaining components can be selected according to different user requirements. The columns and beams adopt bending and welding structural parts, which have very good rigidity. Light, medium, and heavy resistance spot welding machines all use triangular guide rails, and super heavy use flat square guide rails, all of which are ground and high-frequency hardened. Fully ensure the high precision and wear resistance of the guide rail. It is used for longitudinal seam welding and girth seam welding of inner and outer seams of cylindrical workpieces such as boiler steam drums and petrochemical vessels in pressure vessels. To
1. Welding fixtures should be quick and easy to operate, and the operating position should be in a position that is easily accessible to workers and most suitable for operation. Especially for manual clamps, the operating height should be set at the position where workers are most likely to use force. The operating force should not be too high, and the operating frequency should not be too high. When the clamp is in a clamped state, it should be self-locking. To
2. Welding fixtures should have enough welding space, which should not affect the welder’s observation and welding operation, and should not hinder the loading and unloading of weldments. All positioning elements and clamping mechanisms should be kept at a proper distance from the weld bead, or arranged under or on the side of the weldment. The actuator of the clamping mechanism should be able to telescope or index. To
3. The clamping is reliable and the rigidity is appropriate. The positioning position and geometric shape of the weldment will not be damaged during clamping, and the weldment will not be loosened and slipped after clamping, and the restraint of the weldment will not be too large and cause greater stress. The surface quality of the weldment should not be damaged during clamping. When clamping thin parts and soft material weldments, the clamping force should be limited, or the indenter stroke limit should be adopted, and the indenter contact should be increased, and copper should be added. , Aluminum gasket and other measures. To
4. In order to ensure the safety of use, necessary safety interlock protection devices should be installed. To
5. For fixtures close to the welding part, the heat insulation of the operating handle and the prevention of welding spatter from damaging the clamping mechanism and the surface of the positioner should be considered. The force application point of the fixture should be located at the support of the weldment or arranged close to the support. To
6. Fixtures used for large-scale plate welding structures must have sufficient rigidity and strength, especially the rigidity of the clamps, which has a great influence on the shape accuracy and dimensional accuracy of the structure, so a large margin should be left in the design. The structure of the positioner and the clamping mechanism on the same fixture should not be too many, and try to use only one power source. The fixture itself has better manufacturing technology and higher mechanical efficiency.
Send Message
Premium Product



Catalogue
News & Technicals
Structure of Nut Electrode of Intermediate Frequency Spot Welder
November 3, 2021
Analyze the Electrode of the Intermediate Frequency Spot Welder
September 25, 2021
Analyze the Influence of the Welding Point Distance of the Spot Welder
September 22, 2021
Function of Butt Welding Machine Inspection System
September 14, 2021
Contact Us
Email: info@resistancewelder.com
Tel: 0086-185-6889-5678
Factory: No.81 Donghui Second Street, Huangpu District, Guangzhou
